How Is Steel Tubing Made?

Made from raw materials including iron, aluminum, carbon, manganese, titanium, vanadium and zirconium, steel tubes are central to pipe production for applications spanning heating and plumbing systems, highway engineering, automobile manufacturing and even medicine (for surgical implants and heart valves).
With their development tracing back to engineering breakthroughs dating from the 1800s, their methods of construction suit the different designs for a myriad of purposes.
TL;DR (Too Long; Didn't Read)
Steel tubing can be constructed with welding or using a seamless process for a variety of purposes. The tube-making process, which has been practiced over centuries, involves using material from aluminum to zirconium through various steps from raw materials to a finished product that has had applications in history from medicine to manufacturing.
Welded vs. Seamless Production in the Tube-Making Process
Welded vs. Seamless Production in the Tube-Making Process
Steel tubes, from automobile manufacturing to gas pipes, can be either welded from alloys – metals made from different chemical elements – or constructed seamlessly from a melting furnace.
While welded tubes are forced together through methods such as heating and cooling and used for heavier, more rigid applications such as plumbing and gas transportation, seamless tubes are created through stretching and hollowing for more lightweight and thinner purposes such as bicycles and liquid transportation.
The production method lends much to the various designs of the steel pipe. Changing the diameter and thickness can lead to differences in strength and flexibility for large-scale projects such as gas transportation pipelines and precise instruments such as hypodermic needles.
The closed structure of a tube, be it round, square or whatever shape, can suit whatever application is needed, from the flow of liquids to the prevention of corrosion.
The Step-by-Step Engineering Process for Welded and Seamless Steel Tubes
The Step-by-Step Engineering Process for Welded and Seamless Steel Tubes
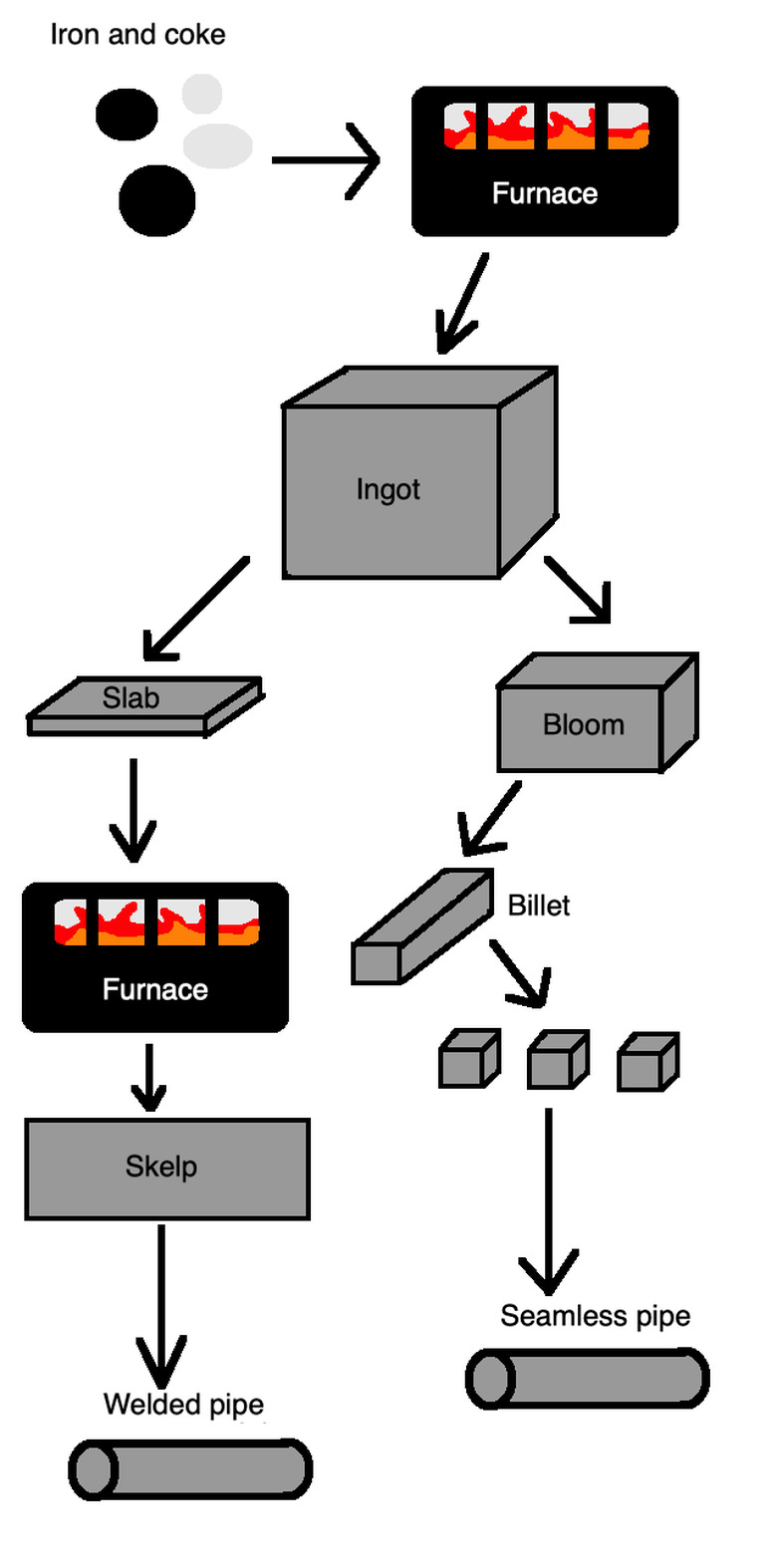
The overall process of making steel tubes involves converting raw steel into ingots, blooms, slabs and billets (all of which are materials that can be welded), creating a pipeline on a production line and forming the pipe into a desired product.
 Syed Hussain Ather
Syed Hussain Ather
Creating Ingots, Blooms, Slabs and Billets
Creating Ingots, Blooms, Slabs and Billets
Iron ore and coke, a carbon-rich substance from heated coal, are melted into a liquid substance in a furnace and then blasted with oxygen to create molten steel. This material is cooled into ingots, large castings of steel for storing and transporting materials, that are shaped between rollers under high amounts of pressure.
Some ingots are passed through steel rollers that stretch them into thinner, longer pieces to create blooms, intermediates between steel and iron. They are also rolled into slabs, pieces of steel with rectangular cross-sections, through stacked rollers that cut the slabs into shape.
Crafting These Materials Into Pipes
Crafting These Materials Into Pipes
More rolling devices flatten – a process known as coining – blooms into billets. These are metal pieces with round or square cross-sections, which are even longer and thinner. Flying shears cut the billets at precise positions so the billets can be stacked and formed into seamless pipe.
Slabs are heated to about 2,200 degrees Fahrenheit (1,204 degrees Celsius) until they are malleable and then thinned into skelp, which are narrow strips of ribbon up to 0.25 miles (0.4 kilometers) long. The steel is then cleaned using tanks of sulfuric acid followed by cold and hot water and transported to pipe-making factories.
Developing Welded and Seamless Pipes
Developing Welded and Seamless Pipes
For welded pipes, an unwinding machine unwinds skelp and passes it through rollers to cause the edges to curl and create pipe shapes. Welding electrodes use an electric current to seal the ends together before a high-pressure roller tightens it. The process can produce pipe as quickly as as 1,100 ft (335.3 m) per minute.
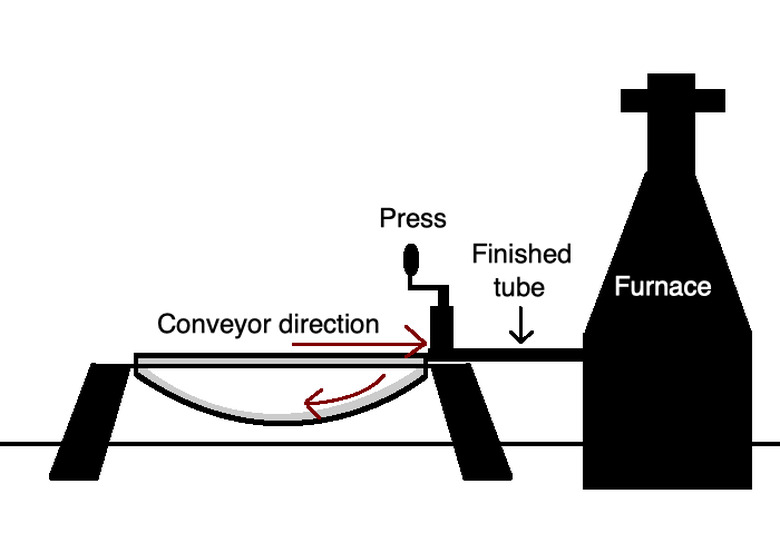
For seamless pipes, a process of heating and high-pressure rolling of square billets causes them to stretch with a hole in the center. Rolling mills pierce the pipe for the desired thickness and shape.
Further Processing and Galvanization
Further Processing and Galvanization
Further processing may include straightening, threading (cutting tight grooves into the ends of pipes) or covering with a protective oil of zinc or galvanizing to prevent rusting (or whatever is necessary for the pipe's purpose). Galvanization usually involves electrochemical and electrodeposition processes of zinc coatings to protect the metal from corrosive material such as salt water.
The process acts to deter harmful oxidizing agents in water and air. Zinc acts as an anode to oxygen to form zinc oxide, which reacts with water to form zinc hydroxide. These zinc hydroxide molecules form zinc carbonate when exposed to carbon dioxide. Finally, a thin, impenetrable, insoluble layer of zinc carbonate sticks to zinc to protect the metal.
A thinner form, electrogalvanization, is generally used in automobile parts that require rust-proofing paint such that the hot-dip reduces the strength of the base metal. Stainless steels are created when stainless parts are galvanized to carbon steel.
The History of Pipe Manufacturing
The History of Pipe Manufacturing
While welded steel pipes date back to Scottish engineer William Murdock's invention of the coal-burning lamp system made from barrels of muskets to transport coal gas in 1815, seamless pipes weren't introduced until the late 1880s for transporting gasoline and oil.
During the 19th century, engineers created innovations in pipe making including engineer James Russell's method to use a drop hammer to fold and join flat iron strips that were heated until they were malleable in 1824.
The very next year engineer Comenius Whitehouse created a better method of butt-welding that involved heating thin iron sheets that were curled into a pipe and welded at the ends. Whitehouse used a cone-shaped opening to curl the edges into a pipe shape before welding them into a pipe.
The technology would spread within the automobile manufacturing industry as well be used for oil and gas transport with further breakthroughs such as hot-forming tube elbows to produce bent tube products more effectively, and continuous tube forming in a constant stream.
In 1886, German engineers Reinhard and Max Mannesmann patented the first rolling process for creating seamless tubes from various pieces at their father's file factory in Remscheid. In the 1890s the duo invented the pilger-rolling process, a method of reducing the diameter and wall thickness of the steel tubes for increased durability, that, with their other techniques, would form the "Mannesmann process" to revolutionize the field of steel tube engineering.
In the 1960s Computer Numerical Control (CNC) technology let engineers use high-frequency induction mending machines for more precise results using computer-designed maps for more complex designs, tighter bends and thinner walls. Computer-aided design software would continue to dominate the field with even greater precision.
The Power of Steel Pipes
The Power of Steel Pipes
Steel pipelines can generally last hundreds of years with great resistance to cracks from natural gas and contaminants as well as to impacts with low permeation to methane and hydrogen. They can be insulated with polyurethane foam (PU) to conserve thermal energy while remaining strong.
Quality-control strategies can use methods such as using x-rays to gauge the size of the pipes and adjusting accordingly for any observed variance or difference. This ensures the pipelines are suitable for their application even in hot or wet environments.
Cite This Article
MLA
Ather, S. Hussain. "How Is Steel Tubing Made?" sciencing.com, https://www.sciencing.com/about-6712031-steel-tubing-made-/. 6 September 2019.
APA
Ather, S. Hussain. (2019, September 6). How Is Steel Tubing Made?. sciencing.com. Retrieved from https://www.sciencing.com/about-6712031-steel-tubing-made-/
Chicago
Ather, S. Hussain. How Is Steel Tubing Made? last modified March 24, 2022. https://www.sciencing.com/about-6712031-steel-tubing-made-/